

联系我们
交城县泽镁金属有限公司
联系人:贾经理
手 机:155-3666-8878
153-4094-0440
139-0472-4110
传 真:0358-3580066
邮 箱:702103001@qq.com
地 址:山西省交城县
石侯工业区
您当前的位置:首页 > 新闻中心 > 行业资讯
行业资讯
我厂球墨铸铁生产工艺控制经验
时间 : 2024-10-10 管理员 : admin
摘 要:用中频感应电炉熔化Z14生铁,获得化学成分和温度比较稳定的原铁液,按适当比例加入球化剂和孕育剂,进行球化处理和孕育处理,可稳定地生产出φ530mm轧机用球墨铸铁梅花套管。
关键词:球墨铸铁;球化处理;球化剂;孕育剂
山东张店钢铁总厂(简称张钢)530mm轧机原采用铸钢梅花套管,容易损坏轧辊和梅花轴头而使其报废,甚至在过冷钢等超负荷情况下使轧辊扭断。根据球墨铸铁本身特性,决定用球墨铸铁代替铸钢生产梅花套管。
影响铸态球铁生产稳定性的因素很多,要稳定地生产球墨铸铁,必须在生产中把握好以下几点:稳定的化学成分和铁液温度,准确的铁液量,合适的球化和孕育处理方法,以及可靠的炉前控制。
1 设备选择
1.1 熔炼设备选择
熔炼设备的选用首先是在满足生产需要的前提下,遵循******、低耗的原则。感应电炉的优点是:加热速度快,炉子的热效率较高,氧化烧损较轻,吸收气体较少。因此,用中频电炉熔炼,可避免增硫、磷问题,使铁水中P不大于0.07%、S不大于0.05%。
1.2 球化包的确定
为了提高球化剂的吸收率,增加球化效果,球化处理包应比一般铁液包深。球化包的高度与直径之比确定为2:1。
2 原材料选择
2.1 炉料选择
球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用张钢Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%,P≤0.06%,S≤0.04%。
2.2 球化剂的选择
球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。我国***常用的是稀土镁硅铁球化剂,采用这种球化剂处理时,由于合金中含硅量较高,可显著降低镁处理时反应的剧烈程度。同时也能因增硅而有些孕育作用。电炉生产时,因温度相对较高,所用球化剂的化学成分见表1。
3.1 化学成分选择
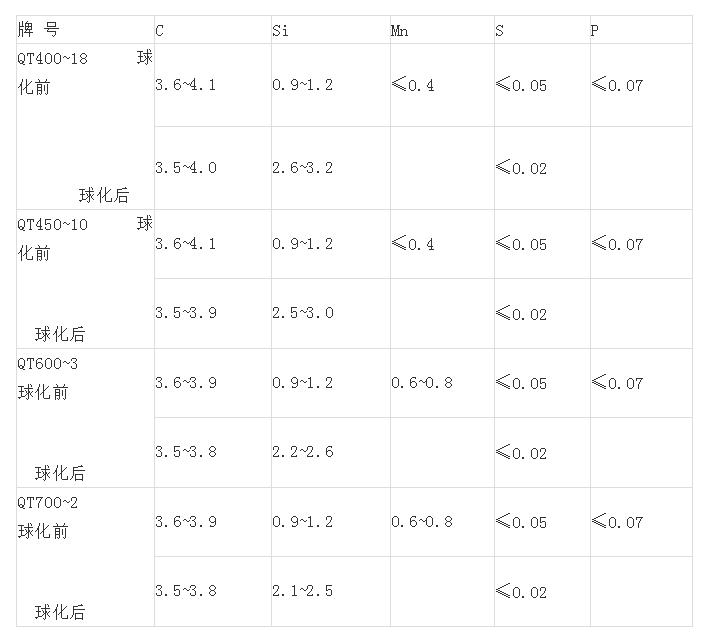
球铁原铁液应高碳、低硅、低硫、低磷。控制好硫的含量,是生产球铁的一个重要条件。几种牌号的球铁的化学成分见表2。
球化剂和孕育剂要在出铁前加入包中,在连续生产时,刚出完前一炉铁后,包很热,过早加入会使其粘结在包底而削弱球化和孕育效果。为了延迟球化反应时间,增强球化和孕育效果,要在球化剂和孕育剂的上面覆盖一层铁屑。球化处理的方法较多,一般多采用操作简便的冲入法处理球铁。
3.3 球化效果炉前检验
炉前检验孕育、球化效果好坏,一般采用三角试样。浇注三角试样,冷至暗红色,淬水冷却,砸断后观察断口。断口银白色,******白口,中心有疏松,两侧凹缩,同时砸断时有电石气味,敲击声和钢相似,则球化良好,否则球化不良。
3.4 浇注
由于球铁液容易出现球化衰退,因此,铁液球化处理后要尽快浇注,一般在处理后15min内浇注完毕,不会有球化衰退问题。
4 结 语
在生产中,用Z14号生铁作原材料,中频感应电炉熔化铁水,控制铁水化学成分为:C3.5%~3.99%,Si1.2%~1.5%,P<0.06%,S<0.05%。采用高度与直径之比为2∶1的球化包,把球化剂与孕育剂砸成10~20mm小块,球化剂按1.8%,孕育剂按0.9%比例,向包内先加球化剂,再加孕育剂,***后在上面覆盖干燥的铁屑。铁水在炉中升温到1480℃左右出铁,待反应结束后10min内浇注完毕。生产的φ530mm轧机用球墨铸铁梅花套管,其化学成分为:C3.5%~3.8%,Si2.2%~2.6%,Mn0.6%~0.8%,S≤0.02%,P<0.07%,各项力学性能指标均达到较高要求,使用效果相当理想。使用1年后证明,球墨铸铁本身具有高强度、耐磨、抗热疲劳等特性,能完全起到轴联接作用;能大大减小噪音、改善工人劳动环境;当过冷钢等超负荷情况下,梅花套管能自动破裂,起到过载******保护作用;还能显著延长轧辊和梅花轴的使用寿命。同期相比,轧辊消耗降低8%,梅花轴消耗降低11%,连同设备维修工时减少而使同期产量的提高,共取得经济效益近7万元。
关键词:球墨铸铁;球化处理;球化剂;孕育剂
山东张店钢铁总厂(简称张钢)530mm轧机原采用铸钢梅花套管,容易损坏轧辊和梅花轴头而使其报废,甚至在过冷钢等超负荷情况下使轧辊扭断。根据球墨铸铁本身特性,决定用球墨铸铁代替铸钢生产梅花套管。
影响铸态球铁生产稳定性的因素很多,要稳定地生产球墨铸铁,必须在生产中把握好以下几点:稳定的化学成分和铁液温度,准确的铁液量,合适的球化和孕育处理方法,以及可靠的炉前控制。
1 设备选择
1.1 熔炼设备选择
熔炼设备的选用首先是在满足生产需要的前提下,遵循******、低耗的原则。感应电炉的优点是:加热速度快,炉子的热效率较高,氧化烧损较轻,吸收气体较少。因此,用中频电炉熔炼,可避免增硫、磷问题,使铁水中P不大于0.07%、S不大于0.05%。
1.2 球化包的确定
为了提高球化剂的吸收率,增加球化效果,球化处理包应比一般铁液包深。球化包的高度与直径之比确定为2:1。
2 原材料选择
2.1 炉料选择
球铁球化剂的加入效果条件是:高碳、低硅、大孕育量。为了稳定化学成分和有效地控制促进白口化元素和反球化元素,保证熔炼铁水的质量,选用张钢Z14生铁,其化学成分:C>3.3%,Si 1.25%~1.60%,P≤0.06%,S≤0.04%。
2.2 球化剂的选择
球化剂的选用应根据熔炼设备的不同,即出铁温度及铁液的纯净度(如含硫量、氧化程度等)而定。我国***常用的是稀土镁硅铁球化剂,采用这种球化剂处理时,由于合金中含硅量较高,可显著降低镁处理时反应的剧烈程度。同时也能因增硅而有些孕育作用。电炉生产时,因温度相对较高,所用球化剂的化学成分见表1。
表1球化剂FeSiMg8Re7化学成分

3.1 化学成分选择
球铁原铁液应高碳、低硅、低硫、低磷。控制好硫的含量,是生产球铁的一个重要条件。几种牌号的球铁的化学成分见表2。
3.2 球化和孕育处理
球化剂加入量应根据铁液成分、铸件壁厚、球化剂成分和球化处理过程的吸收率等因素分析比较确定。一般为1.6%~2.0%,若球化剂放置时间较长,则应适量多加。球化反应控制的关键是镁的吸收率,温度高,反应激烈,时间短,镁烧损多,球化效果差;温度低,反应平稳,时间长,镁吸收率高,球化效果好。因此,一般在保证足够浇注温度的前提下,宜尽可能降低球化处理温度,控制在1420~1450℃。球化剂要砸成小块,粒度一般在5~25mm,加在包底,再在上面加硅铁和铁屑。表2 球铁化学成分 %
球化剂和孕育剂要在出铁前加入包中,在连续生产时,刚出完前一炉铁后,包很热,过早加入会使其粘结在包底而削弱球化和孕育效果。为了延迟球化反应时间,增强球化和孕育效果,要在球化剂和孕育剂的上面覆盖一层铁屑。球化处理的方法较多,一般多采用操作简便的冲入法处理球铁。
3.3 球化效果炉前检验
炉前检验孕育、球化效果好坏,一般采用三角试样。浇注三角试样,冷至暗红色,淬水冷却,砸断后观察断口。断口银白色,******白口,中心有疏松,两侧凹缩,同时砸断时有电石气味,敲击声和钢相似,则球化良好,否则球化不良。
3.4 浇注
由于球铁液容易出现球化衰退,因此,铁液球化处理后要尽快浇注,一般在处理后15min内浇注完毕,不会有球化衰退问题。
4 结 语
在生产中,用Z14号生铁作原材料,中频感应电炉熔化铁水,控制铁水化学成分为:C3.5%~3.99%,Si1.2%~1.5%,P<0.06%,S<0.05%。采用高度与直径之比为2∶1的球化包,把球化剂与孕育剂砸成10~20mm小块,球化剂按1.8%,孕育剂按0.9%比例,向包内先加球化剂,再加孕育剂,***后在上面覆盖干燥的铁屑。铁水在炉中升温到1480℃左右出铁,待反应结束后10min内浇注完毕。生产的φ530mm轧机用球墨铸铁梅花套管,其化学成分为:C3.5%~3.8%,Si2.2%~2.6%,Mn0.6%~0.8%,S≤0.02%,P<0.07%,各项力学性能指标均达到较高要求,使用效果相当理想。使用1年后证明,球墨铸铁本身具有高强度、耐磨、抗热疲劳等特性,能完全起到轴联接作用;能大大减小噪音、改善工人劳动环境;当过冷钢等超负荷情况下,梅花套管能自动破裂,起到过载******保护作用;还能显著延长轧辊和梅花轴的使用寿命。同期相比,轧辊消耗降低8%,梅花轴消耗降低11%,连同设备维修工时减少而使同期产量的提高,共取得经济效益近7万元。
转自:金属在线
上一条: 球铁生产技术资料(十一)球铁的球化衰退
下一条: 球铁件这7种缺陷找茬球化剂
